


Robin Jasperse kwam via diverse bijbaantjes in aanraking met de verspaningstechniek. Doordat hij diverse functies doorliep op stage adressen en bij zijn vorige werkgever, kwam hij er al snel achter dat hij alle aspecten van een bedrijf eigenlijk erg leuk vindt om te doen. Hierdoor werd de keuze om een eigen bedrijf te starten al snel gemaakt en werd op 1 September 2022 het bedrijf Jasperse Fijnmetaal officieel geopend in het Brabantse Middelbeers.
EDGECAM van Hexagon biedt een complete CADCAM oplossing voor alle verspanende bewerkingen, zoals frezen, draaien, draai-frezen en draadvonken. Ook complexe bewerkingen zoals 5-assig simultaan frezen kunnen probleemloos worden geprogrammeerd. Dit alles in de Nederlandse taal waardoor EDGECAM zeer toegankelijk is voor alle soorten klanten en producten. EDGECAM proberen? Dit kan met de gratis Edgecam Test Drive.
VERICUT
Voor Verificatie, optimalisatie en CNC machine simulatie
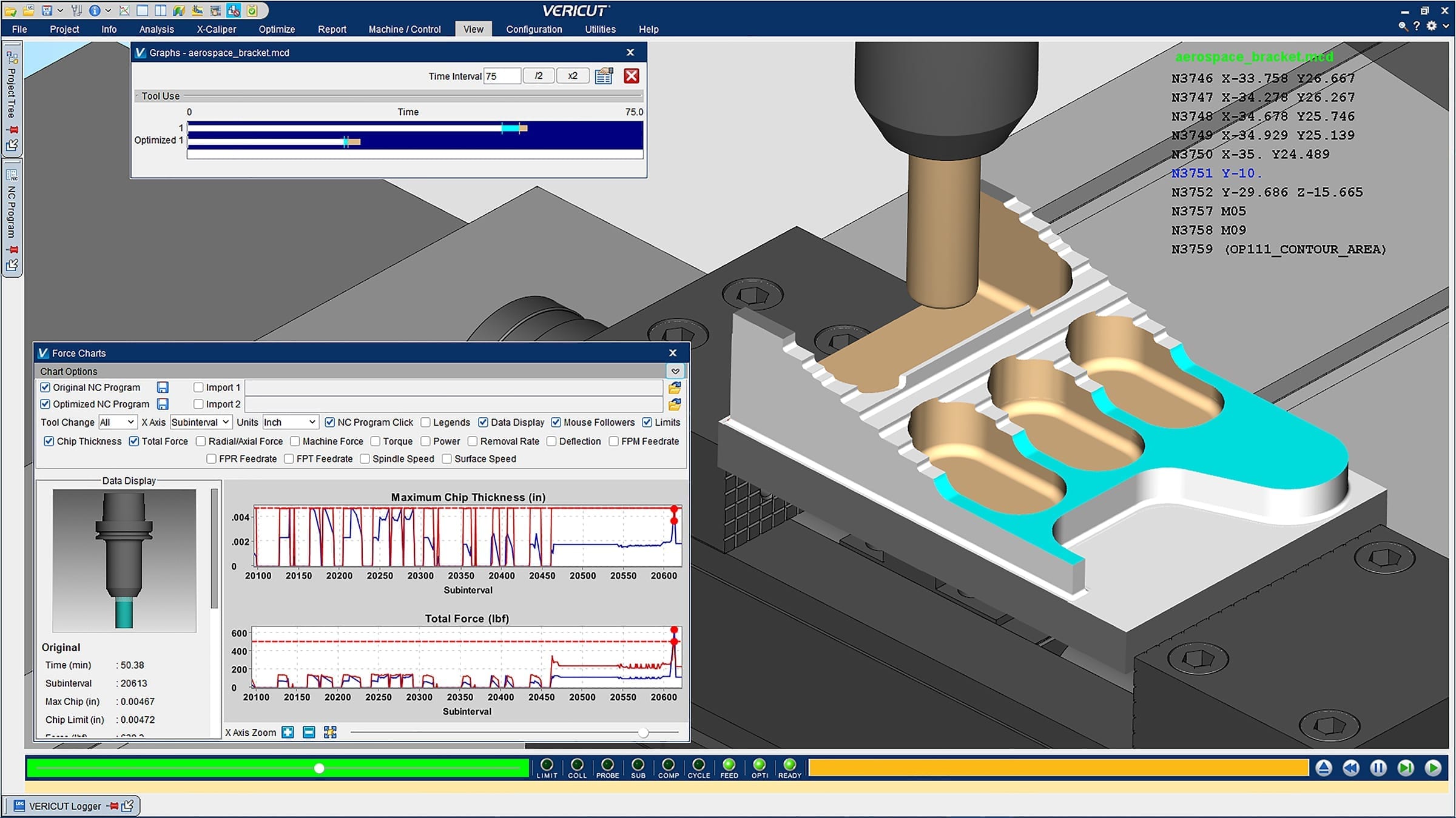
VERICUT maakt het mogelijk om het handmatig testen van NC programma’s te reduceren of zelfs te elimineren. Het reduceert zo scrapped werkstukken en herstel werkzaamheden. Het programma kan ook NC-programma’s optimaliseren om zo tijd te besparen en een om een betere oppervlakte kwaliteit te verkrijgen door een constante snijconditie. VERICUT simuleert alle types CNC machines waaronder de machines van de marktleiders zoals Mazak, Makino, DMG/MoriSeiki, Okuma, Hermle, etc.